Metal components measuring up to 400 x 400 x 360 mm or 400 x 800 x 500 mm (aluminium) can be manufactured in a single operation.
To optimise costs, laser melting can build solid components with different wall thicknesses (hollowed out) depending on their geometry:
The minimum wall thickness for aluminium is 0.5 mm.
Stainless steel, Inconel and tool steel, on the other hand, only require a minimum wall thickness of 0.25 mm.
Dimensional and shape tolerances depend on the geometry of the components. As a rule, production is carried out in accordance with the general tolerance standard DIN ISO 2768-m.
Fittings and threads should always be produced by means of a machining finish. The allowance for a machining finish must be at least 0.5 mm (or even higher, depending on the geometry of the component).
Possible dimensions: up to 400 x 400 x 360 mm or 400 x 800 x 500 mm (aluminium)
Hollowed-out components are more cost-efficient
Minimum wall thickness: 0.5 mm (aluminium), 0.25 mm (stainless steel, inconel and tool steel)
Dimensional and shape tolerances depend on the geometry of the components (ca. +/- 1%)
Fittings and threads should always be produced by means of a machining finish.
“Feel free to discuss these application examples with us. We will be happy to provide you with our advice and assistance.”
Support-free setup When working with metal, each component must be fixed to the base plate. This fixation is also known as support and is used for both heat dissipation and mechanical stabilisation.
Furthermore, support geometry is required at points at which a contour is not melted on a previous contour (but instead into a loose powder bed) or where the area to be exposed deviates very strongly (>45° or a radius of >3 mm) from the previous layer. In most cases, the support structure is a honeycomb structure with the smallest possible wall thickness, which can be easily removed by hand in the outer area of the component.
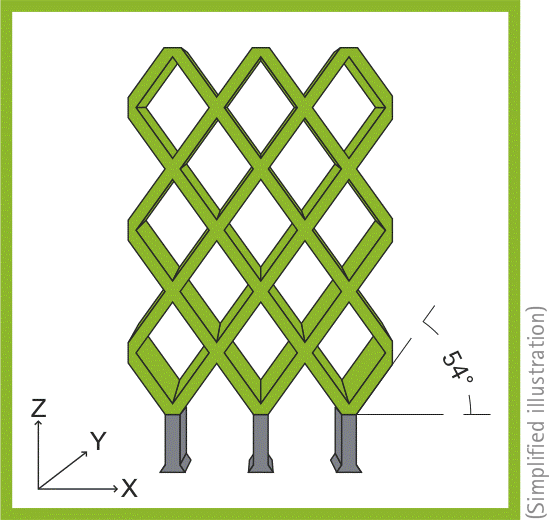
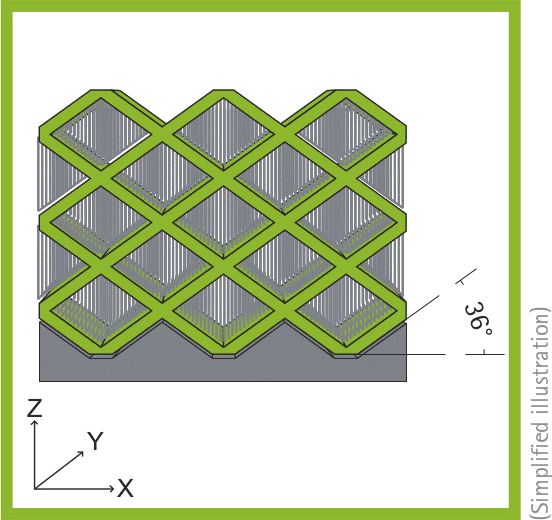
The illustrative images below show how differently a component can be built up in this process and what effects the direction of assembly can have.
Metal components must be fixed to the base plate (support)
Support is used for stabilisation and heat dissipation.
Support geometry required if contours do not lie on the previously melted contour or if there is a significant deviation from the previous layer
Support structure usually thin-walled and honeycomb-shaped to enable easy removal.
On the left, the component (marked in green) is optimally aligned for the process, while the alignment on the right (rotated by 90°) is unfavourable to the process. The grey areas indicate the support structures required.
Favourable building setup
Unfavourable building setup
Hybrid design When using the hybrid construction method, the component to be manufactured is disassembled into a substructure (hybrid part) and the actual SLM part. For tool steel 1.2709, the following materials are suitable as base materials for the substructure:
1.1730 do not temper or harden!
1.2311 do not temper or harden!
1.2312 do not temper or harden!
1.2343 harden then temper three times
1.2709 age after laser melting
If other materials are to be used as a substructure, stress cracks or detachment of the SLM part from the hybrid part may occur. The use of such materials therefore requires prior technical clarification by FKM.
“FKM recommends using the material 1.2709.”
Diversity. Six metals.
What material-related user advantages are required? Tensile strength, break resistance, temperature resistance, bending flexibility and lightness?
Whatever components you need to produce, FKM has the right material to meet every requirement. Make the most of our experience – together we will find the right material for your application.
Overview
Metals
Our comprehensive portfolio of highly developed metal materials has proven itself in daily practice. The modern metal powders ensure the desired product properties and make the reproductions reliably repeatable.