
3D printing metals
Design recommendations for laser melting with metals
Connections, stages, tolerances, potential for cost savings
Dimensions for metal components
Metal elements measuring up to 400 x 400 x 360 mm or 400 x 800 x 500 mm (aluminum) can be produced in a single operation.
For reasons of cost optimization, solid components can be built to wall thickness (hollowed out) during laser melting, depending on the geometry:
- The minimum wall thickness is 0.5 mm for aluminum.
- For the materials stainless steel, Inconel and tool steel, however, only min. 0.25 mm.
Dimensional and shape tolerances depend on the geometry. Production is generally carried out in accordance with general tolerance DIN ISO 2768-m.
Fitting dimensions and threads should always be produced by machining. The allowance for machining must be at least 0.5 mm (or higher depending on the geometry).
- Possible dimensions: up to 400 x 400 x 360 mm or 400 x 800 x 500 mm (aluminum)
- Hollowed-out components are more cost-efficient
- Minimum wall thicknesses: 0.5 mm (aluminum), 0.25 mm (stainless steel, Inconel, tool steel)
- Dimensional and shape tolerances vary depending on the geometry (approx. +/- 1%)
- Fitting dimensions and threads should be subsequently machined
Discuss these application examples with us. We will be happy to advise you.
Design recommendations
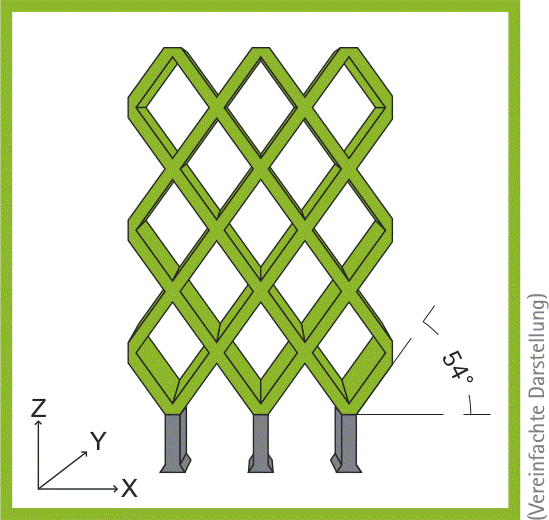
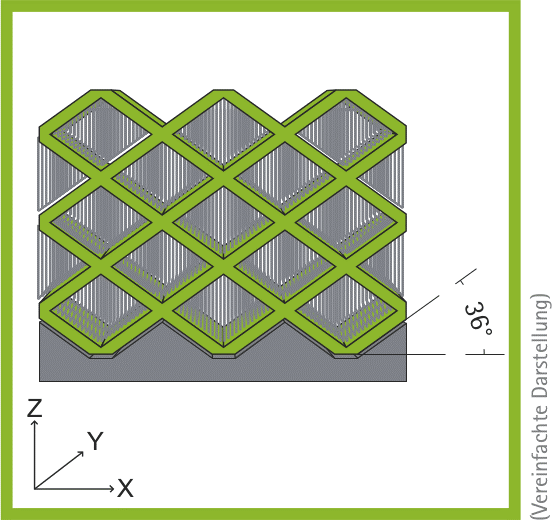
Support-free setup
In the metal sector, each component must be fixed to the base plate. This fixation is also known as support and is used for both heat dissipation and mechanical stabilization.
Furthermore, support geometry is required in places where a contour is not melted onto a previous contour (i.e. into the loose powder bed) or the area to be exposed deviates greatly (>45° or radius >3 mm) from the previous layer. In most cases, the support structure is a honeycomb structure with the smallest possible wall thickness, which can be easily removed by hand in the outer component area.
The illustrative images show how differently a component can be assembled in this process and what effects the assembly direction can have.
- Metal components must be fixed to the base plate (support)
- Support is used for stabilization and heat dissipation
- Support geometry required if contours do not lie on the previously melted contour or if there is a significant deviation from the previous layer
- Support structure usually thin-walled and honeycomb-shaped to enable easy removal
"FKM recommends using the material 1.2709."
Would you like a personal offer or advice?

Your contact team
Telephone
+49 (0) 6461 75852-50e-mail
metall@fkm.net