Startseite » 3D-Druck & Services » Anwendungsbereiche & Vorteile » Rapid Tooling
In der additiven Fertigung ist Rapid Tooling eine schnellere, kosteneffizientere und flexiblere Möglichkeit, Werkzeuge und Formen herzustellen als beispielsweise die spanende Bearbeitung oder Gussverfahren. Unternehmen, die schneller und effizienter als bisher auf sich ändernde Kundenbedürfnisse reagieren müssen, verschaffen sich damit einen klaren Wettbewerbsvorteil
FKM versteht sich beim Rapid Tooling auch als Projektpartner, der Kunden über die reine additive Fertigung hinaus unterstützt: Wir denken bereits im Konstruktionsprozess eines Produktes mit.
Beim Rapid Tooling haben wir alle Möglichkeiten des 3D-Drucks im Blick – vom ressourcensparenden Leichtbau, über Funktionsintegrationen wie konturnahe Kühlkanäle, spezifikationsabhängige Werkstoffempfehlungen, Alternativen für das Finishing und die Fertigmontage von Baugruppen. FKM ist offen für Ihre Ideen und setzt sich mit LBPF-Lösungen leidenschaftlich für deren Realisierung ein. Das reduziert das Entwicklungsrisiko und sichert weitere Investitionsschritte.
„Wir bei FKM bieten Rapid Tooling mit State-of-the-Art Lösungen, die funktionieren und wirtschaftlich sind.“
Das Erstgespräch legt die technische Grundlage für Ihre Projektidee. Sie erhalten umfassende Informationen zur passenden Materialwahl, zur Umsetzbarkeit sowie bei Bedarf auch zum Thema konturnahe Kühlung.
Stehen die Rahmenbedingungen, simulieren wir am PC, wofür das Werkzeug genutzt werden soll und wo Optimierungen notwendig und umsetzbar sind, beispielsweise über eine konturnahe Kühlung. Sind alle Parameter festgesetzt, werten wir gemeinsam mit Ihnen die Simulation aus. Durch die Simulationen im Vorfeld des 3D-Drucks können wir den optimalen Verlauf der Temperierkanäle gewährleisten.
Sind Sie mit der Simulation zufrieden, erstellen wir auf ihrer Basis die 3D-Druckdaten für die Werkzeuge und Werkzeugeinsätze mitsamt der Kühlstrukturen. Bevor die Komponente in den Druck geht, prüfen Sie die digitalen Druckdaten final und geben Ihr Go! für den 3D Druck.
Mittels LPBF-Verfahren fertigen wir nun das Werkzeug entlang der Druckdaten.
Gemeinsam mit unserem Partner iQtemp , einem Spezialisten für konturnahe Temperierung beim Rapid Tooling, haben wir den Abkühlprozess in additiv gefertigten Werkzeugen und Formen perfektioniert.
„Es ist der Hammer, wie kalt das Bauteil aus dem Werkzeug fällt.“
Dieses Feedback bekommen wir im Austausch mit unseren Kunden ständig. Durch unsere exakten Simulationen und die additive Fertigung können wir den optimalen Verlauf der Temperierkanäle in Spritzgieß- und Druckgusswerkzeugen garantieren.
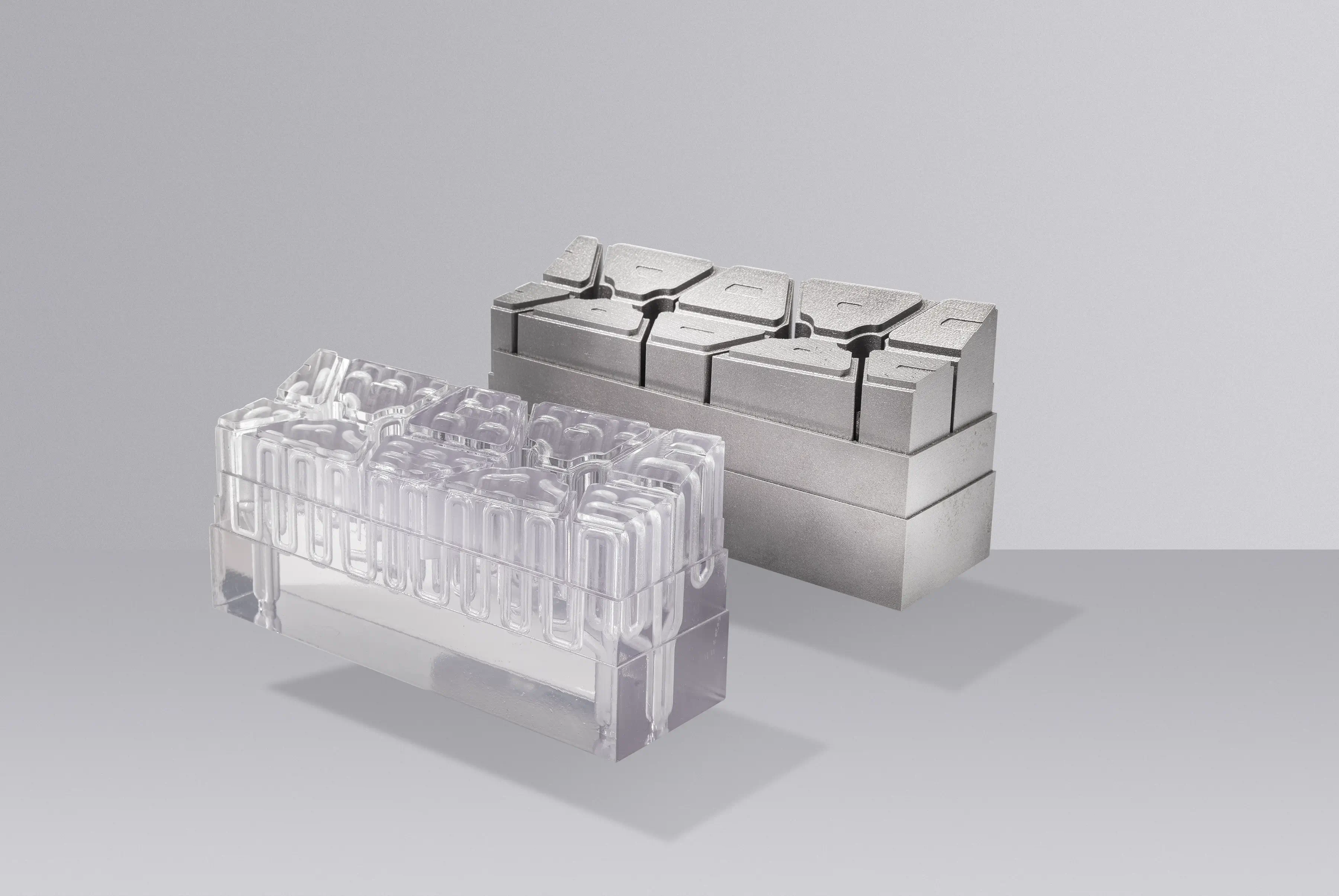
Dort, wo später harter Stahl sein soll, wird das Metall-Druckpulver verschmolzen, und dort, wo die Hohlräume für die Temperierkanäle entstehen sollen, bleibt das Pulver erhalten. Somit ist keine nachträgliche Bearbeitung des Werkzeugs nötig, da die Temperierkanäle direkt während des 3D-Fertigungsprozesses in das Werkzeug integriert werden.
Vorteile der konturnahen Kühlung von FKM & iQtemp
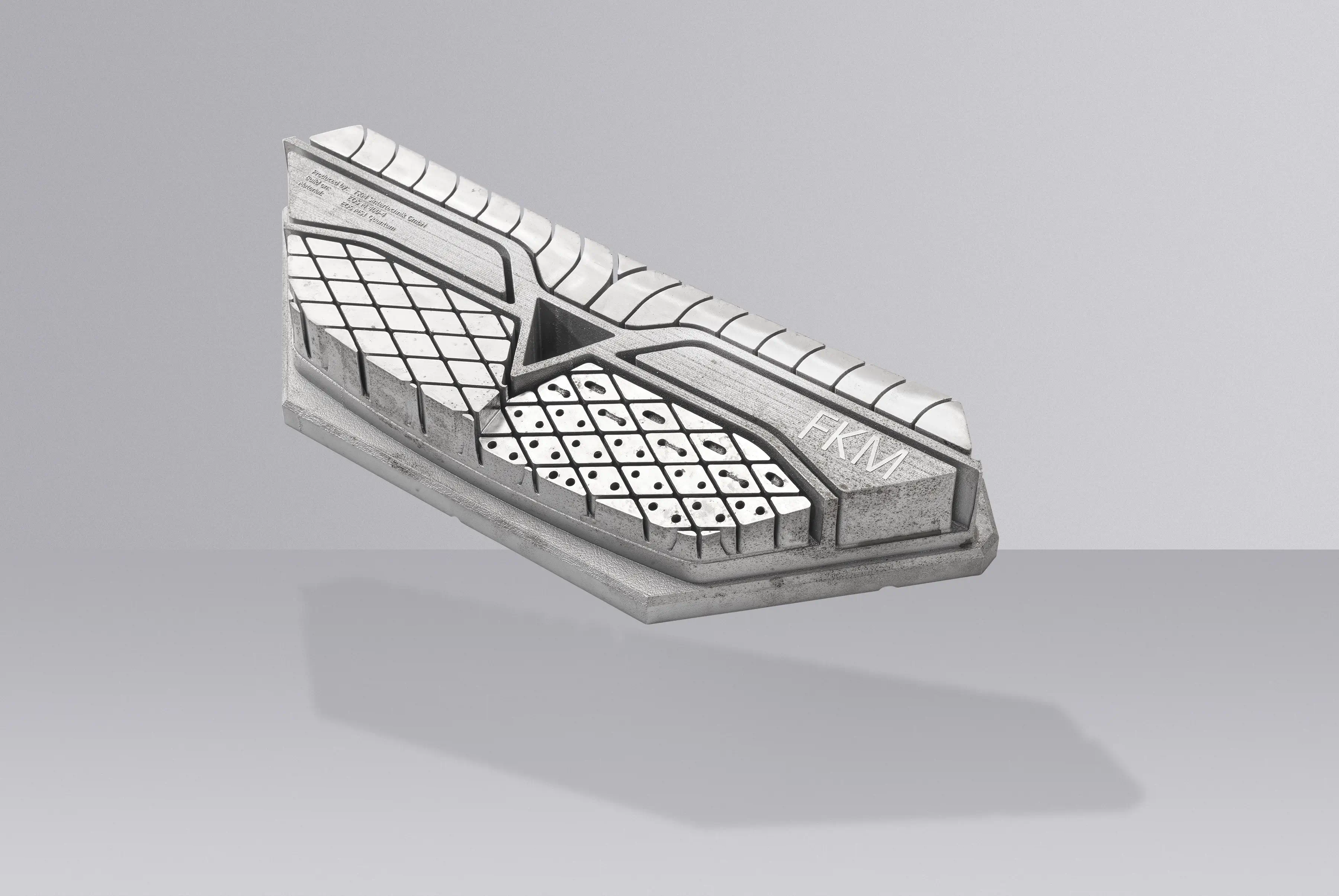
Spritzguss Formeinsatz mit konturnaher Kühlung
Konturnahe Kühlung im Werkzeug als Showcase
Spritzguss Formeinsatz mit konturnaher Kühlung und Beschichtung
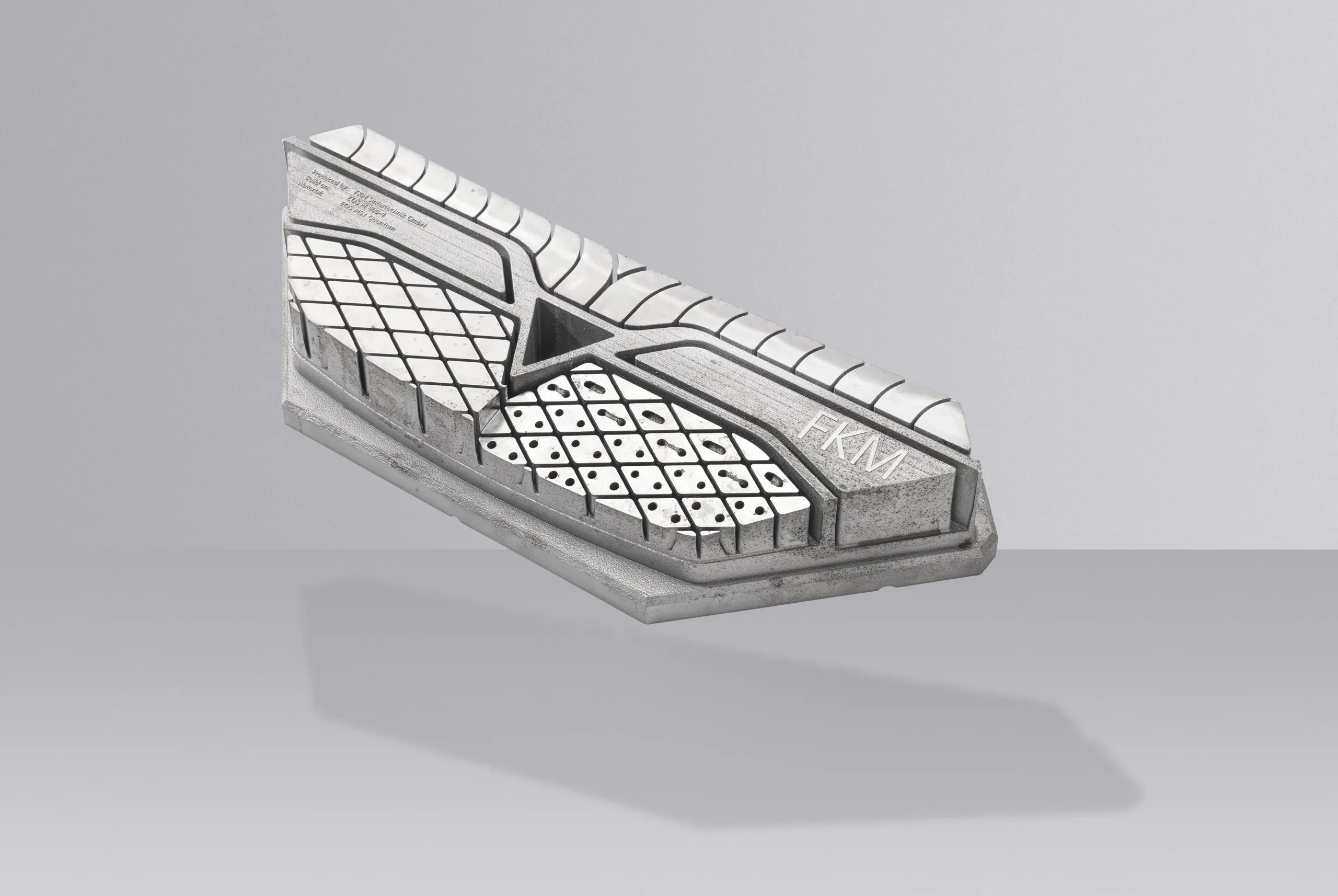
Messsonde für Triebwerke
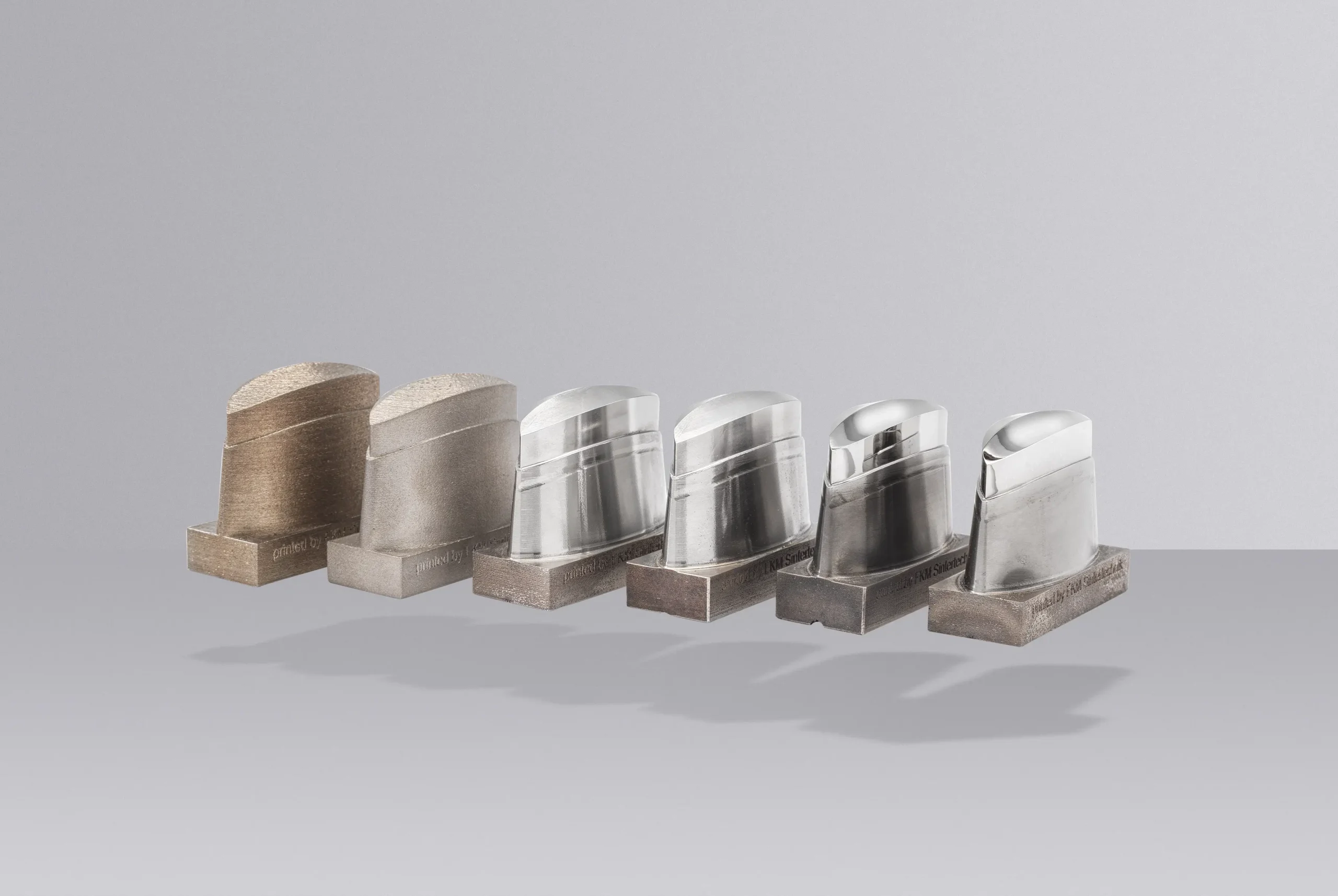
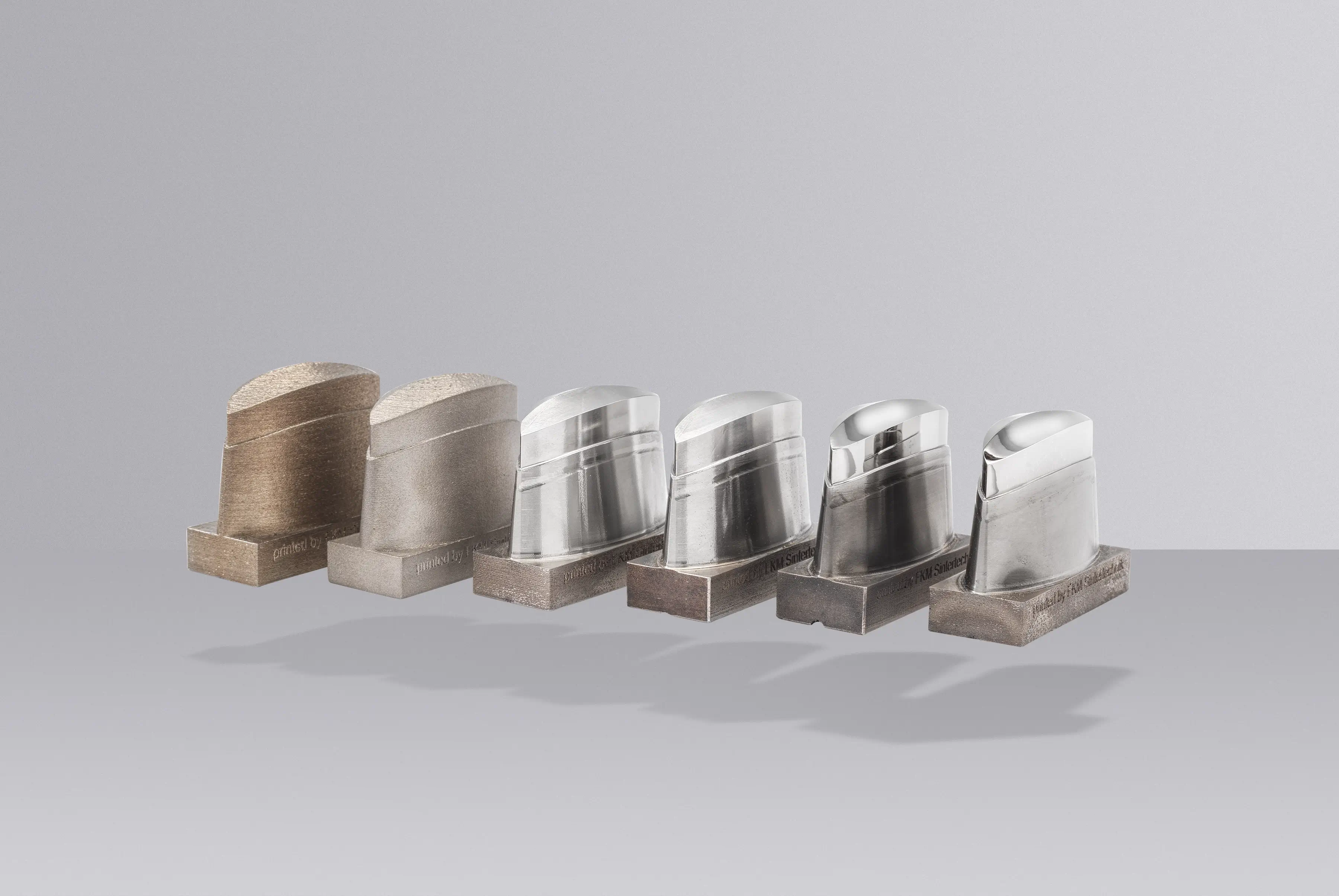
Vielfalt. 6 Metalle.
Welche Vorteile muss das Material für Ihre Anwendung mitbringen? Zugfestigkeit, Bruchsicherheit, Temperaturbeständigkeit, Biegeflexibilität oder Leichtigkeit?
FKM hält für jeden Anspruch den passenden Werkstoff bereit. Vertrauen Sie auf unsere Erfahrung – gemeinsam finden wir den perfekten Werkstoff.
Unser umfassendes Portfolio an hochentwickelten Metallwerkstoffen hat sich in der täglichen Praxis bewährt. Die modernen Metallpulver sichern die gewünschten Produkteigenschaften und machen die Reproduktionen zuverlässig wiederholbar.
Sie haben Fragen?
Nehmen Sie zu uns Kontakt auf.


{kind=link}
{kind=link}
{kind=link}